
技術(shù)服務(wù):0534-2109518
李經(jīng)理:18963003565
郵箱:haitian968@htjdkj.com
網(wǎng)址:www.66826.cn
公司地址:德州市經(jīng)濟技術(shù)開(kāi)發(fā)區紅都路956號
物料含量
桁架疊合板的物料組成如圖1所示,混凝土、桁架鋼筋和受力筋占比較大,為影響物料成本的主要因素。在不改變板厚的前提下,優(yōu)化桁架鋼筋和受力鋼筋的含量是降成本的重點(diǎn)。
桁架筋的布置要求距離板邊不應大于0.3m,間距不宜大于0.6m。因此桁架疊合板的非受力邊接近或等于1.2m、1.8m和2.4m時(shí),桁架布置越經(jīng)濟。《混凝土結構設計規范》中對疊合板受力鋼筋要求:當采用強度等級400MPa和500MPa的鋼筋時(shí),最小配筋百分比應允許采用0.15和45ft/fy中的較大值。因此合理選用受力鋼筋的直徑和配筋間距可適當降低含鋼量。
設計優(yōu)化后含鋼量可降低13.2kg/m3,其中桁架鋼筋減少2.9 kg/m3,受力鋼筋減少10.3 kg/m3。
經(jīng)計算,
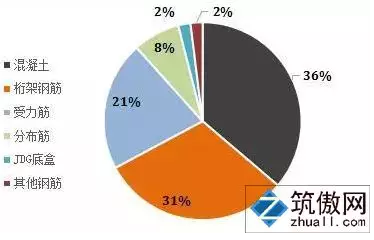
圖1:各項物料費占比
生產(chǎn)匹配度
桁架疊合板可采用長(cháng)線(xiàn)法生產(chǎn)或流水臺模生產(chǎn),根據桁架疊合板的線(xiàn)上動(dòng)作數,按照不同生產(chǎn)方式的工位布局、配置人數分析兩種生產(chǎn)方式的生產(chǎn)效率。
長(cháng)線(xiàn)法臺模寬度為2.4m,可依靠邊模調節寬度,長(cháng)度為130-200m,臺模擋邊高度為75mm,只需在臺模中間增加隔斷模即可生產(chǎn)任意長(cháng)度、寬度小于2.4m、高度小于75mm的疊合板。生產(chǎn)線(xiàn)人員采用人員流水配置,不同工種的工人在長(cháng)臺模上流水作業(yè)。流水線(xiàn)臺模一般為3.5*9m,依靠邊模固定PC構件,臺模按照節拍時(shí)間在流水線(xiàn)的不同工位上流轉。生產(chǎn)人員固定在一個(gè)工位或臨近工位,需在節拍時(shí)間完成工作,因此流水線(xiàn)生產(chǎn)對構件的標準化要求較高。
采用長(cháng)線(xiàn)法生產(chǎn)人均砼天產(chǎn)量比流水線(xiàn)高17%,單線(xiàn)配置人數比流水線(xiàn)少,是較為經(jīng)濟的生產(chǎn)方式
若采用長(cháng)線(xiàn)法生產(chǎn),設計應盡可能考慮2.4m寬的標準構件,最/大可能利用固定邊模,減少線(xiàn)上組模工作量,生產(chǎn)效率可達到1.7m3/人?天。而采用流水線(xiàn)生產(chǎn)時(shí),疊合板的寬度保持一致才能減少構件組拆模工作量,生產(chǎn)效率為1.4 m3/人?天。由表格1的數據可知,,可直接降低PC人工費并提高工廠(chǎng)產(chǎn)量。
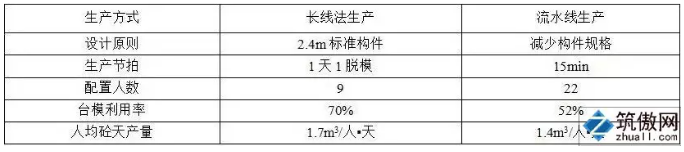
表格1:兩種生產(chǎn)方式效率數據
標準構件
由上述分析可知,長(cháng)線(xiàn)法生產(chǎn)桁架疊合板效率優(yōu)于流水線(xiàn)生產(chǎn),針對長(cháng)線(xiàn)臺模的特征,設計師可做進(jìn)一步優(yōu)化,通過(guò)減少構件的模具用量降低PC成本。
方案①:桁架疊合板在流水線(xiàn)上生產(chǎn)需使用邊模、磁力盒和出筋邊模,減少構件規格可提高邊模利用率,如圖2所示。
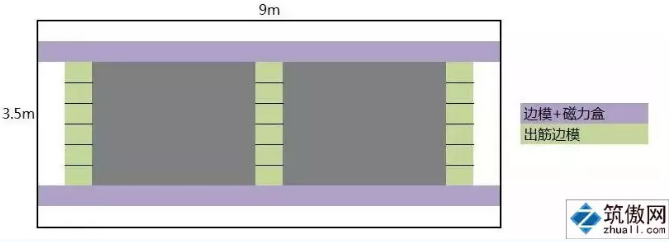
圖2:流水線(xiàn)生產(chǎn)
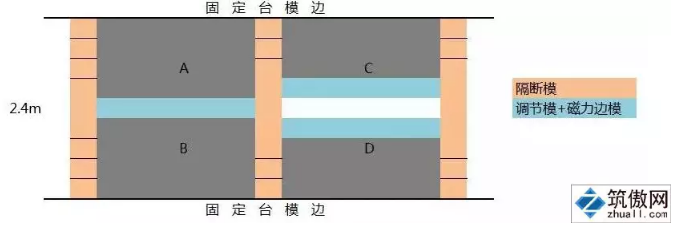
方案②:若采用長(cháng)線(xiàn)法生產(chǎn)則需使用隔斷模、調節模和磁力邊模,固定臺模邊可充當邊模,2.4m標準構件和非標構件的擺放方式如圖3所示。
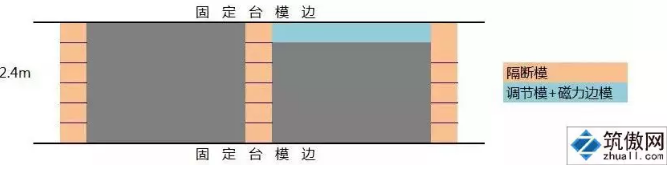
圖3:長(cháng)線(xiàn)臺模生產(chǎn)
方案③:對于非標構件,可通過(guò)構件拼接提高隔斷模的利用率,降低模具用量,如圖4所示。若構件A和構件B的出筋邊長(cháng)之和為2.335m,且長(cháng)度相同,則可共用隔斷模;構件C和構件D的出筋邊之和小于2.27m,且長(cháng)度相同,也可共用隔斷模。因此,除提高2.4m標準構件比例之外,還可通過(guò)優(yōu)化剩余構件尺寸提高模具利用率。
采用長(cháng)線(xiàn)法生產(chǎn),在提高2.4m標準構件比例的基礎上,增加可拼接構件,模具費最/低。
針對以上3種排摸方案,計算其對應的模具用量和模具費用。方案②的模具費可比方案①降低48%,而方案③可在方案②的基礎上降低11%,由此可見(jiàn)
物流運輸
設計通過(guò)優(yōu)化疊合板尺寸裝載率可提高10%。
由前文可知,疊合板的裝車(chē)原則為“上小下大”且不超過(guò)7層,由該原則計算裝車(chē)方案。48塊疊合板可分成7堆,采用13.5m平板車(chē)正好放置2車(chē),裝載率達到80%。而疊合板的行業(yè)平均裝載率約70%,由此可見(jiàn),
小結
綜上所述,設計優(yōu)化桁架疊合板的含鋼量和尺寸對成本的影響如下:
(1)非受力邊優(yōu)先2.4m、1.8m和1.2m桁架鋼筋配置最經(jīng)濟,受力鋼筋按規范要求合理配置,含鋼量可降低13.2kg/m3,PC單方成本可降低2.5%。
(2)生產(chǎn)2.4m標準構件,長(cháng)線(xiàn)法生產(chǎn)比流水線(xiàn)生產(chǎn)人工工效提高17%,PC單方成本可降低2.1%。
(3)采用長(cháng)線(xiàn)法生產(chǎn)時(shí),提高2.4m標準構件的比例并增加可拼接構件比例可降低模具用量,PC單方成本可降低2.6%。
(4)匹配裝車(chē)原則,裝載率可提高10%,PC單方成本降低1%。
以上,通過(guò)設計優(yōu)化可降低桁架疊合板單方成本共8.2%。
聯(lián)系地址:德州市經(jīng)濟技術(shù)開(kāi)發(fā)區紅都路956號
聯(lián)系電話(huà):0534-2109518
傳真:0534-2109698
郵箱:haitian968@htjdkj.com
李經(jīng)理:18963003578

微信掃一掃
WECHAT SCAN












